
Many people are curious about where iPhone manufacturing actually takes place, but understanding it goes far beyond knowing a single country. Apple’s production network is a highly coordinated, global operation involving multiple countries, suppliers, and assembly partners. The company carefully balances cost, efficiency, risk management, and product quality across this network. Exploring this topic reveals not just where iPhones are made, but also how Apple maintains its competitive edge and ensures consistent quality worldwide.
This guide will explore:
- Global production locations: From China to India and beyond.
- Key manufacturing partners: How Foxconn, Pegatron, and others shape the process.
- Supply chain strategy: Why Apple diversifies production for resilience and efficiency.
- Impact on quality and pricing: What different manufacturing sites mean for consumers.
- Future trends: How Apple’s production network may evolve in the coming years.
How Apple’s Manufacturing Model Works?
Apple’s approach to iPhone production is not traditional. The company does not build most of its iPhones in its own factories. Instead, Apple relies on a global network of manufacturing partners. This allows it to focus on design, innovation, and quality control.
Apple Designs, Partners Manufacture
Apple controls the design and core technology. This includes hardware engineering, iOS software, and key components like the A-series chips. But when it comes to assembly, Apple partners with companies such as Foxconn, Pegatron, and Wistron.
For example, Foxconn assembles over 50% of all iPhones globally. Pegatron handles a smaller share but is crucial for certain high-demand models. Wistron focuses on mid-tier production, especially in India.
This model is called asset-light manufacturing. Apple doesn’t need to invest billions in assembly plants. Instead, it leverages the expertise and capacity of partners. This makes Apple flexible and scalable, able to respond quickly to demand spikes.
The Difference Between “Assembled In” and “Made In”
Many people see “Assembled in China” on the box and think the entire iPhone is made there. In reality, components come from multiple countries. Chips may be produced in Taiwan, displays in South Korea, batteries in Japan. Then, iPhones are assembled in China, India, or other regions.
This distinction is important for understanding Apple’s strategy. The assembly location does not define the origin of every component. It defines where the parts come together.
Where Are iPhones Made Today? Country-by-Country Breakdown
Apple does not rely on a single country to manufacture iPhones. Today, iPhone production is spread across several regions. Each location plays a different role. Some focus on large-scale assembly. Others specialize in key components or regional supply.
Understanding this breakdown helps explain how Apple keeps production stable, efficient, and flexible.
Below is a quick reading summary table:
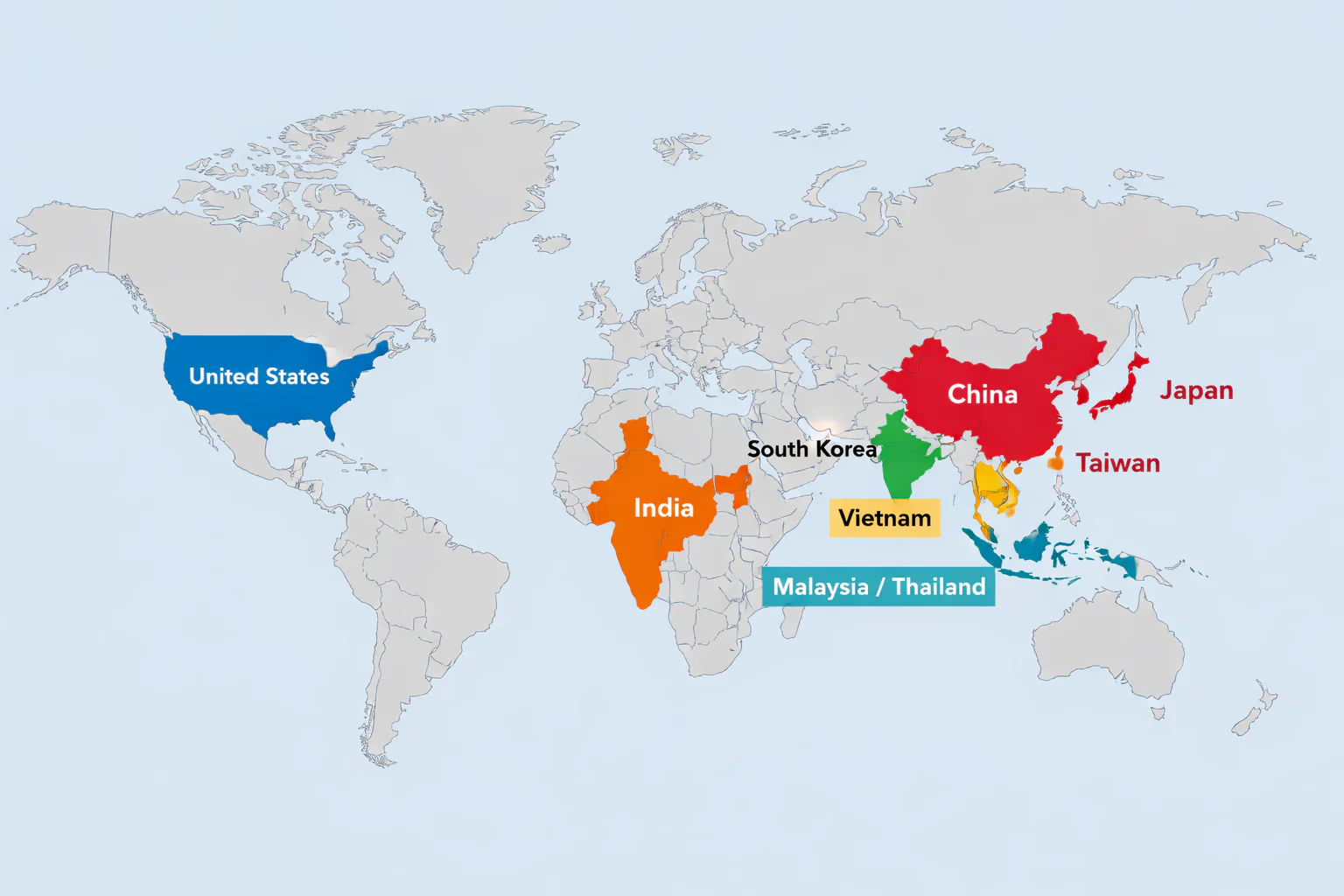
| Country / Region | Main Role | Production / Function | Key Manufacturers / Partners |
|---|---|---|---|
| China | Core Assembly Hub | Large-scale iPhone assembly, early-stage production of new models | Foxconn, Pegatron |
| India | Emerging Production Base | iPhone assembly, partial export | Wistron, Tata Group |
| Taiwan | Core Component Manufacturing | A-series chip production | TSMC |
| United States | High-End Components & R&D | Chip design, early-stage production, research & development | Apple internal teams, partner chip manufacturers |
| Japan | Precision Component Supplier | Camera sensors, critical materials | Sony and others |
| South Korea | Advanced Display & Storage | OLED displays, memory chips | Samsung, SK Hynix |
| Vietnam | Supporting Production | Accessories, components, AirPods | Various OEM partners |
| Malaysia / Thailand | Supply Chain Support | Testing, packaging, semiconductor-related components | Various suppliers |
China: The Center of iPhone Manufacturing
China remains the most important hub for iPhone manufacturing. The majority of iPhones are still assembled there.
Foxconn’s facilities in Zhengzhou, often called “iPhone City,” employ hundreds of thousands of workers during peak seasons. These factories can scale production rapidly, especially during new iPhone launches. This level of speed and coordination is difficult to match elsewhere.
China’s advantage is not just labor. It has:
- A dense supplier ecosystem
- Advanced manufacturing infrastructure
- Highly experienced assembly workers
Many components arrive at Chinese factories within hours, not days. This tight supply chain allows Apple to maintain quality while producing tens of millions of units each year.
Despite diversification efforts, China continues to handle most high-end and early-stage iPhone production, especially for Pro models.
India: Apple’s Fastest-Growing Manufacturing Base
India is becoming a critical part of Apple’s manufacturing strategy.
In recent years, Apple has expanded iPhone assembly in Tamil Nadu and Karnataka, working with Foxconn and Tata Group. India now produces both entry-level and newer iPhone models, including some flagship versions.
By 2024, India was estimated to account for over 10–15% of global iPhone assembly, a figure that continues to grow. Some iPhones made in India are exported to Europe and other markets, not just sold locally.
India offers several advantages:
- Lower labor costs
- Strong government incentives
- A rapidly improving electronics manufacturing base
However, India still depends heavily on imported components. Final assembly happens locally, but much of the supply chain remains global.
Vietnam and Southeast Asia: Supporting the Supply Chain
Vietnam plays a supporting but increasingly strategic role in Apple’s manufacturing network.
While iPhones are not fully assembled in Vietnam, the country has become an important base for components, accessories, and related Apple products. Several Apple suppliers operate large facilities there, producing parts that are later shipped to final assembly locations such as China or India.
Vietnam is especially known for manufacturing:
- iPhone accessories and peripheral components
- Mechanical parts and modules
- Apple products like AirPods, which are produced at significant scale
For Apple, Vietnam offers a strong balance between cost and capability. Labor costs are lower than in China, yet the workforce has gained experience in electronics manufacturing. This makes Vietnam well suited for mid-level complexity production, where precision matters but assembly does not require the most advanced processes.
From a supply chain perspective, Vietnam helps Apple reduce pressure on China-based factories. It also provides an additional layer of flexibility. If production capacity tightens in one region, components from Vietnam can help stabilize output elsewhere.
Other Southeast Asian countries also play targeted roles:
- Thailand supports component manufacturing and sub-assembly
- Malaysia is involved in testing, packaging, and semiconductor-related processes
Together, Southeast Asia functions as a support network rather than a replacement hub. These countries strengthen Apple’s supply chain resilience by spreading risk and improving regional redundancy.
Taiwan: Advanced Components and Core Technology
Taiwan does not assemble iPhones, but its role in where iPhone manufacturing truly begins is essential.
Apple’s A-series processors are designed in the United States, but they are manufactured almost exclusively by TSMC in Taiwan. These chips are produced using some of the world’s most advanced semiconductor processes, often at 3nm or 5nm nodes, depending on the generation.
These processors power every core function of the iPhone. They affect:
- Overall speed and performance
- Battery efficiency
- AI and machine-learning capabilities
- Camera and graphics processing
TSMC’s ability to produce high-yield, cutting-edge chips at massive scale is unmatched. Few companies globally can meet Apple’s strict standards for performance, reliability, and volume.
Without Taiwan’s semiconductor ecosystem, Apple could not sustain annual iPhone launches at its current scale. In many ways, iPhone manufacturing starts in Taiwan long before final assembly takes place elsewhere.
The United States and Other Regions: Specialized but Limited Manufacturing Roles
The United States and several advanced economies play specialized roles in iPhone manufacturing, even though final assembly is rare.
In the U.S., Apple relies on partners for:
- Advanced chip design and testing
- Specialized components with high intellectual property value
- Research, prototyping, and early-stage production
Japan and South Korea are equally important. Japanese suppliers provide:
- Precision camera components
- High-quality sensors and materials
South Korea supplies:
- OLED displays
- Advanced memory technologies
These regions excel in high-tech, capital-intensive manufacturing, where automation and expertise matter more than labor volume.
However, large-scale iPhone assembly in the United States remains extremely limited. Labor costs are significantly higher, and the workforce needed for mass assembly is difficult to scale quickly. For a product that requires millions of units to be produced in a short launch window, this presents a major constraint.
As a result, Apple uses these regions for innovation and critical components, while relying on Asia for final assembly and volume production.
This manufacturing structure explains why no single country can claim to “make” the iPhone.
Each region contributes what it does best:
- Taiwan delivers cutting-edge chips
- The U.S., Japan, and South Korea provide advanced components
- China and India handle large-scale assembly
Together, they form a tightly connected global manufacturing system that supports Apple’s scale, quality, and speed.
Who Actually Manufactures iPhones? Apple’s Key Manufacturing Partners
Apple does not manufacture iPhones on its own. Instead, it works with a group of specialized contract manufacturers. These partners handle assembly, testing, and large-scale production under Apple’s strict supervision.
This model allows Apple to produce millions of iPhones every year while keeping quality consistent.
Foxconn: Apple’s Primary iPhone Manufacturer

Foxconn (Hon Hai Precision Industry) is Apple’s most important manufacturing partner.
It assembles the majority of iPhones worldwide, especially during major product launches. Foxconn operates massive facilities in China, including the well-known Zhengzhou complex, which can employ over 200,000 workers during peak production periods.
Foxconn’s strengths include:
- Extremely high production capacity
- Fast ramp-up for new iPhone models
- Deep experience with Apple’s quality standards
When a new iPhone launches, Foxconn is usually responsible for the first large production wave. This makes it central to Apple’s ability to meet global demand.
Pegatron: Reducing Risk and Adding Flexibility

Pegatron is Apple’s second-largest iPhone assembler.
While its production volume is smaller than Foxconn’s, Pegatron plays a key role in risk diversification. It assembles selected iPhone models and helps Apple avoid relying too heavily on a single manufacturer.
Pegatron also supports:
- Production during supply chain disruptions
- Overflow demand during peak seasons
- Assembly of specific models or configurations
This partnership gives Apple more flexibility when demand spikes or when factory-level issues arise.
Wistron and Tata Group: Supporting Production in India
Wistron

Tata Group

Apple’s expansion into India has brought new manufacturing partners into the ecosystem.
Wistron was one of the earliest partners to assemble iPhones in India. More recently, Tata Group has taken over some operations and expanded local production.
These partners focus on:
- Assembly for the Indian market
- Export-oriented production for select regions
- Building long-term capacity outside China
Although India’s production scale is still smaller, these partners are essential to Apple’s diversification strategy.
Why Apple Is Diversifying iPhone Manufacturing Locations?
Apple’s decision to diversify iPhone manufacturing locations is not sudden. It is a long-term strategy shaped by risk management, cost control, and global market realities. To understand where iPhone manufacturing is headed, it is important to understand why Apple is spreading production across multiple countries.
Reducing Geopolitical and Trade Risks
One of the biggest drivers is geopolitical risk.
Trade tensions, tariffs, and regulatory uncertainty can disrupt production overnight. When most assembly is concentrated in one country, even small policy changes can have a large impact.
By expanding manufacturing to India and Southeast Asia, Apple reduces its exposure to:
- Tariff fluctuations
- Export restrictions
- Political uncertainty
This does not mean Apple is leaving China. It means Apple is building options.
Improving Supply Chain Resilience
Recent global disruptions exposed the weaknesses of single-location manufacturing.
Factory shutdowns, logistics delays, and labor shortages caused ripple effects across the tech industry. Apple responded by accelerating its diversification plans.
Multiple manufacturing locations allow Apple to:
- Shift production when one region faces disruptions
- Maintain stable supply during peak seasons
- Reduce the risk of global product shortages
Resilience is now as important as efficiency.
Managing Labor Costs and Workforce Availability
Labor cost dynamics are changing.
China’s manufacturing wages have risen steadily over the past decade. At the same time, countries like India and Vietnam offer younger workforces and lower labor costs.
This matters for iPhone assembly, which still requires significant human labor. By diversifying locations, Apple can:
- Control long-term production costs
- Access large labor pools during launch periods
- Maintain competitive pricing
Cost savings alone are not the goal. Scalability is.
Supporting Regional Markets and Faster Distribution
Manufacturing closer to key markets brings operational advantages.
iPhones assembled in India, for example, can be sold locally without heavy import duties. This helps Apple price products more competitively in fast-growing markets.
Local production also shortens:
- Shipping times
- Customs processes
- Inventory cycles
This improves availability and customer experience.
Building a Long-Term, Distributed Manufacturing Network
Apple’s goal is not to replace one country with another.
The strategy is to build a distributed manufacturing network, where each region serves a clear purpose:
- China for scale and advanced assembly
- India for growth and diversification
- Southeast Asia for supply chain support
This structure gives Apple flexibility, stability, and long-term resilience.
Does Manufacturing Location Affect iPhone Quality or Price?

This is one of the most common questions consumers ask. If iPhones are made in different countries, do they feel different? Are some better than others? And does manufacturing location change the price?
The short answer is very little—at least on the surface. The deeper answer is more interesting.
Does Manufacturing Location Affect iPhone Quality?
For most users, the difference is negligible.
Apple enforces the same quality standards across all manufacturing locations. Whether an iPhone is assembled in China or India, it must pass identical inspections before leaving the factory.
Apple controls:
- Materials and components
- Assembly processes
- Testing procedures
- Final quality checks
Engineers from Apple are present on-site at partner factories. They monitor production lines and solve issues in real time. This is why iPhones from different countries deliver almost identical performance and reliability.
However, there is one important detail.
Early-stage production of new iPhone models usually happens in China. These factories have the most experience with complex assembly and rapid scaling. Once production stabilizes, Apple expands assembly to other regions.
This means the learning curve is shorter in China, especially during the first few months after launch.
Does Manufacturing Location Affect iPhone Price?
Indirectly, yes—but not in a simple way.
Apple does not price iPhones based on where they are assembled. Retail prices are driven by:
- Product positioning
- Market demand
- Taxes and import duties
- Currency fluctuations
However, manufacturing location affects Apple’s cost structure behind the scenes.
For example:
- Lower labor costs in India help Apple reduce assembly expenses
- Local production avoids high import tariffs in certain markets
- Shorter supply chains reduce logistics costs
These savings help Apple protect its margins or offer more competitive pricing in specific regions, even if global prices remain similar.
The Real Impact Is on Supply, Not Quality
Manufacturing location matters more for availability than quality or price.
A diversified manufacturing network allows Apple to:
- Avoid large-scale shortages
- Launch products globally with fewer delays
- Maintain steady supply during disruptions
For consumers, this means better access to iPhones, even during uncertain times.
How Apple Coordinates a Global iPhone Supply Chain?
Coordinating the iPhone supply chain is one of Apple’s greatest operational strengths. Each iPhone is the result of hundreds of suppliers, spread across multiple countries, working under a tightly controlled system.
Apple begins coordination long before production starts. Product planning, component sourcing, and manufacturing schedules are aligned months in advance. This allows suppliers to prepare capacity and secure materials ahead of launch.
At the core of this system is centralized control with localized execution. Apple sets the standards, timelines, and specifications. Manufacturing partners execute within those boundaries.
Key elements of Apple’s supply chain coordination include:
- Global component sourcing:
Chips, displays, cameras, and batteries come from specialized suppliers in different countries. Apple selects suppliers based on performance, yield, and reliability, not location alone. - Just-in-time logistics:
Components arrive at assembly plants exactly when needed. This minimizes inventory costs and reduces delays. Many suppliers operate close to final assembly sites to support fast turnaround. - Parallel production lines:
Multiple factories often build the same model at the same time. This improves output stability and allows Apple to shift volume quickly if one site faces disruption. - Tight quality monitoring:
Apple engineers work directly with suppliers and assemblers. Production data is monitored in real time. Issues are flagged and corrected early, often before products leave the factory. - Strict launch coordination:
iPhone launches require synchronized production across regions. Final assembly, packaging, and shipping are timed to ensure global availability within a narrow release window.
Apple also uses phased production ramps. New iPhone models are produced first in the most experienced factories. For example, the new iPhone 17 will first enter mass production in China. Once processes are refined, production expands to additional locations. This reduces risk while maintaining scale.
Technology plays a major role. Apple relies on advanced forecasting, data analytics, and supply chain software to manage demand and inventory. This allows quick adjustments when sales exceed or fall below expectations.
The result is a supply chain that is not just large, but highly responsive. Apple can move production, rebalance suppliers, and maintain quality even during global disruptions.
The Future of iPhone Manufacturing
The future of iPhone manufacturing will not be defined by a single country. It will be shaped by distribution, flexibility, and control.
China will remain central in the near term. Its scale, skilled workforce, and mature supplier ecosystem are still unmatched, especially for early-stage production of new iPhone models. Replacing this capability quickly is unrealistic.
At the same time, Apple will continue expanding production in India. The goal is not just cost savings, but long-term capacity and market alignment. As local expertise improves, India is likely to take on more complex assembly tasks and higher-volume exports.
Southeast Asia will grow as a supporting layer. Countries like Vietnam and Malaysia will deepen their roles in components, testing, and related products. This strengthens supply chain resilience without overconcentrating risk.
Apple will also invest more in automation and process optimization. As labor costs rise globally, advanced manufacturing technologies will become increasingly important to maintain efficiency and consistency.
Overall, Apple’s strategy points to a multi-region manufacturing network. Not a shift from one country to another, but a system designed to adapt to uncertainty while protecting quality, scale, and launch speed.
The future of iPhone manufacturing is not about relocation. It is about resilience.
Local Sourcing vs Global Sourcing: Insights for Traders
For traders, deciding between local sourcing and global sourcing is a critical strategic choice. Each approach has distinct advantages and risks.
Local sourcing offers speed and simplicity. Suppliers are nearby, which reduces shipping time, customs complexity, and communication delays. It also allows for closer quality control and faster response to market changes. For traders targeting regional markets or small-batch orders, local sourcing can be highly efficient.
Global sourcing, on the other hand, provides access to a wider range of products, competitive pricing, and specialized expertise. Countries like China, India, and Vietnam offer large-scale manufacturing, diverse product ranges, and economies of scale. Global sourcing can enable traders to source products that are not available locally or at competitive costs.
The choice between local and global sourcing should consider several factors:
- Cost vs speed: Local suppliers save time, but global suppliers often offer lower production costs.
- Quality consistency: Global suppliers may require stricter oversight to ensure standards are met.
- Market responsiveness: Local sourcing allows faster adaptation to changing demand or trends.
- Risk management: Relying solely on global suppliers exposes traders to geopolitical risks, shipping delays, and currency fluctuations.
Many successful traders adopt a hybrid strategy. They maintain local suppliers for fast-moving or high-demand products while leveraging global suppliers for unique or cost-sensitive items. This approach balances flexibility, cost-efficiency, and risk management.
The key takeaway: sourcing decisions should be aligned with business goals, customer expectations, and market dynamics. Understanding the trade-offs between local and global sourcing allows traders to optimize supply chains, improve margins, and maintain consistent product availability.
FAQ
Can I tell where my iPhone was made by looking at it?
You may see “Assembled in…” on the iPhone box, but Apple does not publicly disclose precise factory locations. The label indicates where final assembly occurred, not necessarily where components were made.
Is Apple shifting production out of China?
Apple is increasing production in countries like India and Vietnam as part of a broader diversification strategy, but China remains a central assembly hub due to its mature supply chain and scaling capabilities.
Does it matter if my iPhone is made in China or India?
No. Apple maintains the same quality standards for all iPhones, so performance, battery life, and camera quality are consistent regardless of the assembly country.
Conclusion
Understanding where iPhone manufacturing takes place reveals the complexity and precision behind every device. From China’s massive assembly hubs to India’s growing production, Taiwan’s advanced chip manufacturing, and supporting roles in Southeast Asia, Apple coordinates a highly distributed network of suppliers and partners. This global system ensures consistent quality, timely launches, and supply chain resilience, while balancing cost, risk, and market responsiveness.
For businesses and traders looking to navigate global sourcing, Apple’s approach offers valuable lessons. Leveraging multiple regions, managing supplier relationships, and maintaining strict quality control are essential for success. Services like sosourcing can help you implement these strategies efficiently. With expertise in global procurement, supplier management, and logistics, sosourcing enables businesses to source products worldwide while ensuring quality, reliability, and competitive pricing.
For more manufacturing strategies, please refer to


